-
Why You Can’t Miss the ARM 2025 Executive Forum

We’ve put together a stellar education lineup for our March 24-26 meeting in Scottsdale. Go in-depth on the details of each session and register for the event here. Below, we break down why each session is a must-attend. Defending Against Data Breach Robert Siciliano, Security Expert & Best-Selling AuthorA data breach can cost your business…
-
Optimize Wall Thickness Control with ARM’s New Training Series
The Association of Rotational Molders is excited to announce the latest addition to the ARM Training Academy: Wall Thickness Variation and Control. In this series, ARM Technical Director, Dr. Henwood provides an in-depth exploration of wall thickness control, a critical aspect of the rotomolding process. There are four modules that will cover the following learning…
-
What ARM did in Q4

ARM provides an extraordinary return on investment for our members. Here’s a summary of what we did in the fourth quarter of 2024. This has been a remarkable year for ARM and our members! Here’s what we did in Q3, Q2, and Q1. Not a member? Join today.
-
From the ARM Archive: Causes and Cures of Problems During Rotomoulding
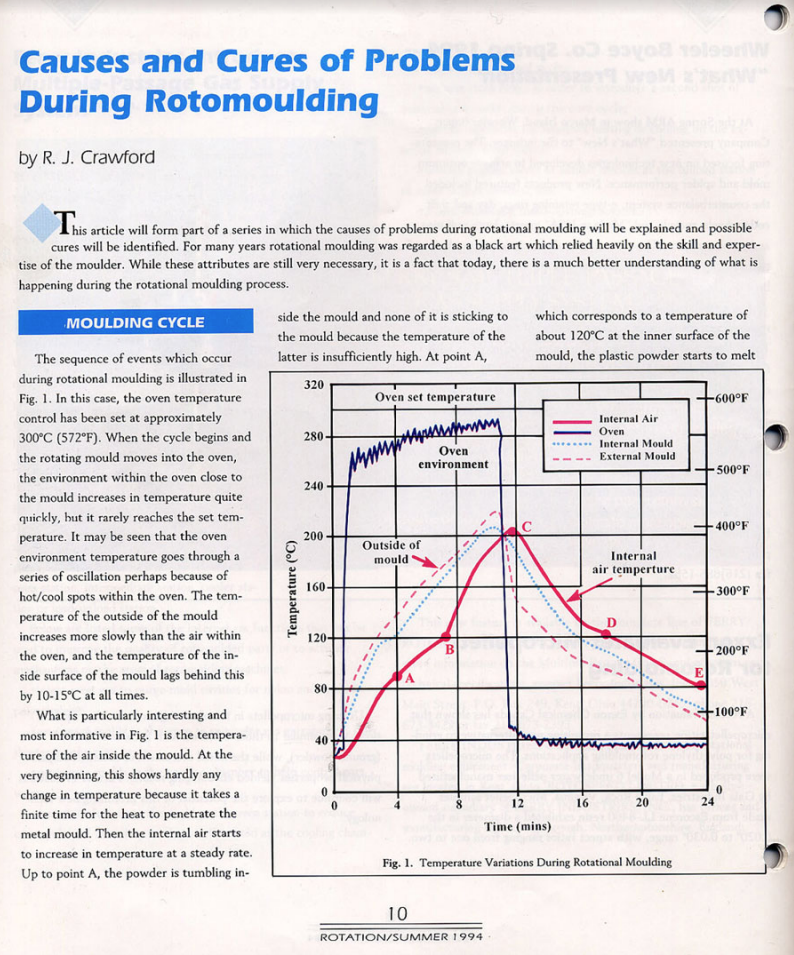
We’re sharing this article on the rotomolding cycle by Professor Roy Crawford, initially published in 1994. Although 30 years old, its content remains relevant to today’s manufacturing challenges. His detailed technical analysis of the rotomolding cycle, exploring how temperature variations, crystallinity, and cooling rates affect product quality, continues to serve as valuable reference material for…
-
Ask Dr. Nick: Incorporating Recycle in Rotomolded Parts
Could you comment on the potential for using recycled PE in rotomolded water tanks? Dr. Nick: The incorporation of recycled PE into tank materials is a relatively new concept and is not covered by any of the normal standards (eg ASTM D1998). Some general comments on the subject are given below: Hopefully you find the…
-
What ARM Did in Q3 2024

ARM provides an extraordinary return on investment for our members. Here’s a summary of what we did in the third quarter of 2024. You can also listen to a conversation about ARM’s third quarter which was generated by AI. Here’s what we did in Q2. Not a member? Join today.
-
Rotoplas 2024: A Triumph of Innovation and Collaboration in Rotomolding

The rotational molding industry came together in force for Rotoplas 2024, ARM’s flagship event, showcasing the strength and vibrancy of our industry. With 80 exhibitors and just shy of 1,000 attendees from 36 countries, the conference buzzed with energy, ideas, and opportunities for growth. Alvin Spence, ARM President, Centro Inc. summed up the event’s success:…
-
ARM 2024 Awards
The Association of Rotational Molders presented the following awards on September 26 at the Annual Meeting: Full photo gallery.
-
Announcing a New Webinar Series on Wall Thickness Control in Rotomolding

The Association of Rotational Molders is excited to introduce a new series of four webinars led by ARM Technical Director Dr. Nick Henwood, an industry expert with over 30 years of experience in rotomolding. This series will provide an in-depth exploration of wall thickness control, a critical aspect of the rotomolding process. Starting in October,…
-
Testimonials: ARM Training Academy’s Impact on Rotomolders
The ARM Training Academy has been a valuable resource for members of the Association of Rotational Molders for over two years. Designed to enhance skills and safety in the rotational molding industry, the academy offers five certificate programs: Operator Training, Health and Safety, Health and Safety en Español, Wall Thickness Control, and Rotomolding Crosslink. Since…