
ARM Technical Director, Nick Henwood, is sharing a series of articles on rotomoldable polymers other than PE, PP, and PVC.
Our legal counsel notes: Dr. Henwood speaks for himself and not for ARM as a whole. We encourage feedback on this project but comments should be on technical matters raised. Dr. Henwood’s responses are solely his responsibility and not ARM’s.
In the world of commodity plastics, it’s hard to ignore styrenics. These plastics form a family of relatively low cost polymers and rival polyolefins (ie polyethylene and polypropylene) in the volume consumed in processes like injection molding.

The patriarch of the styrenics family is polystyrene (aka GPPS – general purpose polystyrene) which is a rigid, hard, transparent homopolymer. Despite these useful properties, it is too brittle for some applications, so a product called HIPS (high impact polystyrene) is also available. This is a copolymer of styrene and butadiene; the inclusion of butadiene should increase the impact strength by a factor of about three, albeit from a relatively low base figure.
If you make a copolymer of styrene and acrylonitrile, you get a material with significantly higher heat resistance, called SAN (styrene acrylonitrile). Impact-wise, SAN sits somewhere between GPPS and HIPS.
We rotomold lots and lots of polyethylene (PE), plus increasing amounts of polypropylene (PP), so why can’t we rotomold styrenics?
I had heard that styrenics have been rotomolded in the past, but I had never actually met anyone with direct experience. So I decided to do some physical investigation myself.
First of all, I went to see my friends at Broadway Colours in UK. This company are a leading expert in color masterbatches, including concentrates that can be used with styrenics. They routinely grind GPPS, HIPS and SAN, to provide masterbatch base materials and (good news!) they can do this on a standard ambient pulverizer.
Armed with three (hopefully suitable) powders, I then did some rotomolding using a Roto-Rocket.

This desktop laboratory machine, made by 493K, features a transparent glass mold, which is absolutely brilliant for initial investigations. If you want to know more about the Roto-Rocket, we ran an ARM Webinar demonstrating its features earlier this year; see https://www.rotomolding.org/webinars/february_2017/cycle.mp4
My Roto-Rocket has a thermocouple fitted inside the mold, so I can monitor Internal Air Temperature (IAT) as I visually observe what’s going on inside the mold.
All three styrenic grades are amorphous polymers; that means that their morphology won’t allow the molecules to fold up into crystalline regions (PE and PP are both able to do this to some extent and are semi-crystalline polymers). Amorphous polymers don’t have a sharp melting point; instead, they become gradually less viscous across a range of temperatures (this coincides with the polymer’s glass transition temperature, Tg). So I knew roughly when to expect big changes inside the mold, but I did expect some surprises along the way!
The crystalline areas in PE and PP interfere with the passage of light through the polymer, which is why they are translucent. PS and SAN, which have no crystalline areas, are completely transparent. HIPS ends up as an opaque polymer, because the butadiene fraction phase separates and also interferes with the passage of light.
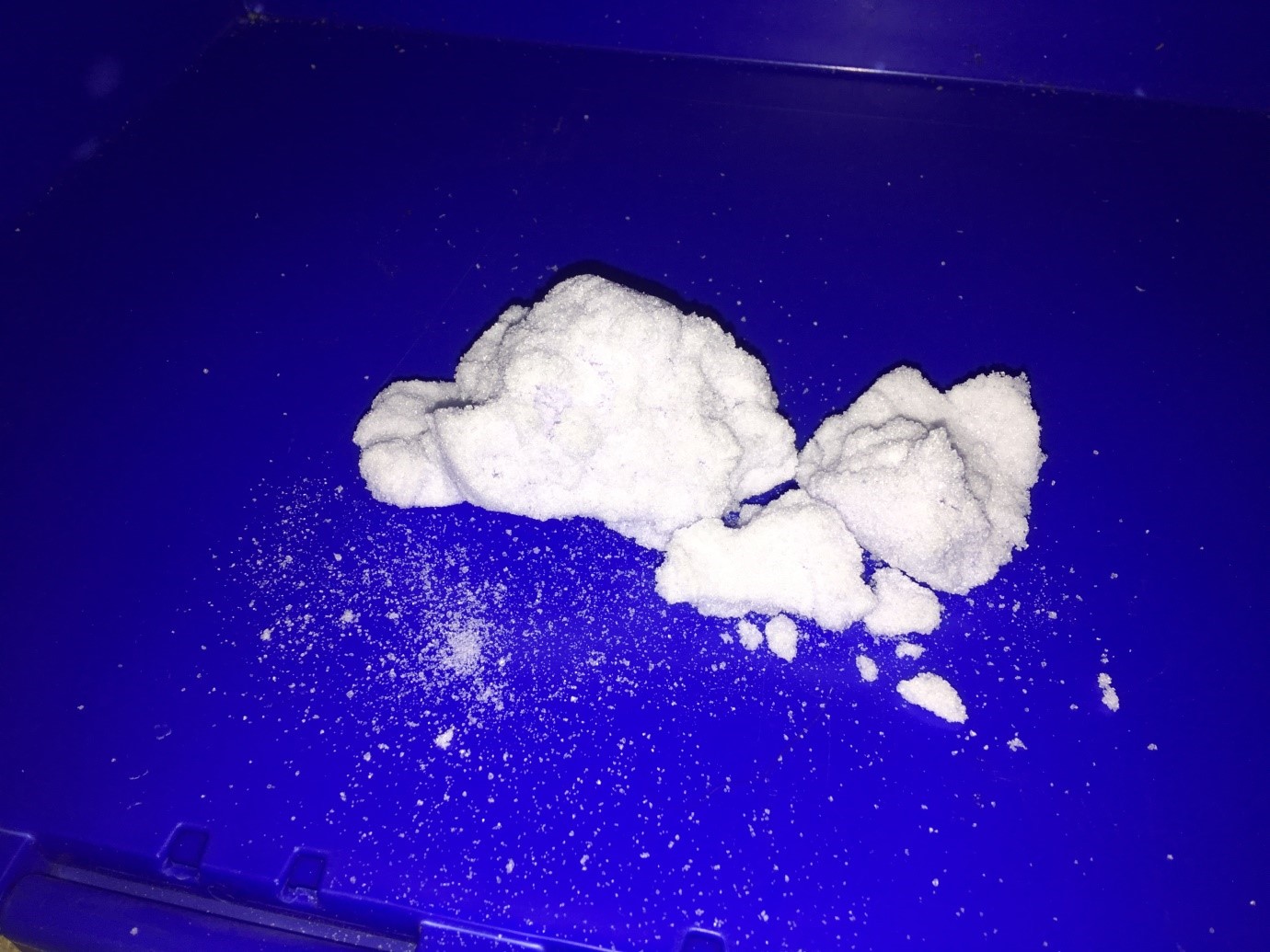
As I started to mold the styrenic materials, I was relieved to notice that I got powder pickup as the mold wall got hot. I had previous experience (with molding polycarbonate – PC) that this did not always happen smoothly. The trick is to remove most of the mold release from the mold; if the inside mold surface is too slippy, the powder continually falls back into the pool and ends up as a fused powdery lump in the bottom of the mold (see below).
Once the PS and SAN powders had reached a certain IAT, they started to go transparent and I was able to observe the powder particles slowly fusing together. The HIPS didn’t ever go transparent (I didn’t expect it to), so I was “flying blind” to some extent.
I did a series of trial-and-error experiments to establish the best Peak Internal Temperature (PIAT) for each polymer; my main criterion was to obtain a smooth inside surface with the minimum of pinholing on the outside surface.
The results of a number of separate experiments are summarised in the Table below:
| GPPS | HIPS | SAN | |
| Powder pick-up temperature (°C) | 90 | 83 | 100 |
| Optimum PIAT for smooth inside (°C) | 210 | 210 | 230 |
| Demolding temperature (°C) | 95 | 90 | 100 |
| Light transmission | Transparent | Opaque | Transparent |
| Impact strength | Poor | Poor | Poor |
| Shrinkage | Zero | Zero | Zero |
| Thickness distribution | Excellent | Excellent | Excellent |
So, what were my conclusions from these initial experiments?
- I was able to make a complete molded part with all polymers, so their viscosity-temperature profiles were suitable for low shear roto conditions. Thickness distribution was extremely even, albeit in a very simple geometry tool.
- I was particularly struck with the hard surface of all the samples; completely different from a typical PE. You can paint these polymers, so I could see definite advantages for aesthetic items where appearance was important.
- There was some surface pinholing on all the samples and, with the transparent materials (PS and SAN), you could still see quite a lot of internal bubbles. This is clearly an important issue, but I had made no attempt to optimise (or even control) the powder quality at this stage.
- All three materials are very brittle. I was disappointed to observe that the rotomolded HIPS didn’t seem any better than the GPPS or the SAN. Almost certainly, the butadiene component had degraded in the relatively harsh heat conditions inside the tool. This is the same problem you experience when molding ABS.
- None of the samples had any additional heat stabilizers, but they stood up reasonably well to roto conditions. It may be possible to boost roto performance by incorporating a formulated stabilizer addpack.
- None of the three powders appeared to be particularly moisture sensitive, unlike some other roto materials (eg nylons).
- Amorphous polymers don’t exhibit any significant shrinkage, so all three styrenic polymers would offer excellent dimensional tolerance. However, mold design would need to allow for this lack of shrinkage, so as to be able to cleanly remove the part.
So, have I uncovered a major new rotomolding breakthrough? Probably not, but I think there are enough positives here to warrant some wider investigation. These are all commodity plastics, which can be ground in an ambient mill, so we’re looking at a relatively low cost range of polymers that appear to be rotomoldable.
My gut feeling is that there could be profitable applications out there, where using styrenics might open up new opportunities.
I hope these results spark some interest elsewhere. Please do respond to the blog and give me some feedback.
- Read the introduction to Dr. Nick’s Guide to Alternative Polymers.
- Read Why Can’t I Rotomold ABS?
- Life’s just too short to rotomold polycarbonate!
- Rotomolding nylons
Dr Nick Henwood serves as the Technical Director for the Association of Rotational Molders. He has 25 years-plus experience in rotomolding, specializing in the fields of materials development and process control. He operates as a consultant, researcher and educator through his own company, Rotomotive Limited, based in UK.
Leave a Reply